Membrane Plate Filter Press for Mineral Processing: Improving Filtration Results
Membrane Plate Filter Press for Mineral Processing: Improving Filtration Results
Introduction
- Introduction
- Understanding the Membrane Plate Filter Press in Mineral Processing
- Benefits of Using Membrane Plate Filter Presses in Mineral Processing
- Comparing Membrane Plate Filter Presses to Alternative Filtration Technologies
- Maintenance, Cleaning, and Operational Best Practices
- Procurement Guide: Choosing and Buying Membrane Plate Filter Presses
- Conclusion
- FAQ
- Partner With Jingjin for Advanced Mineral Processing Filtration Solutions
- References
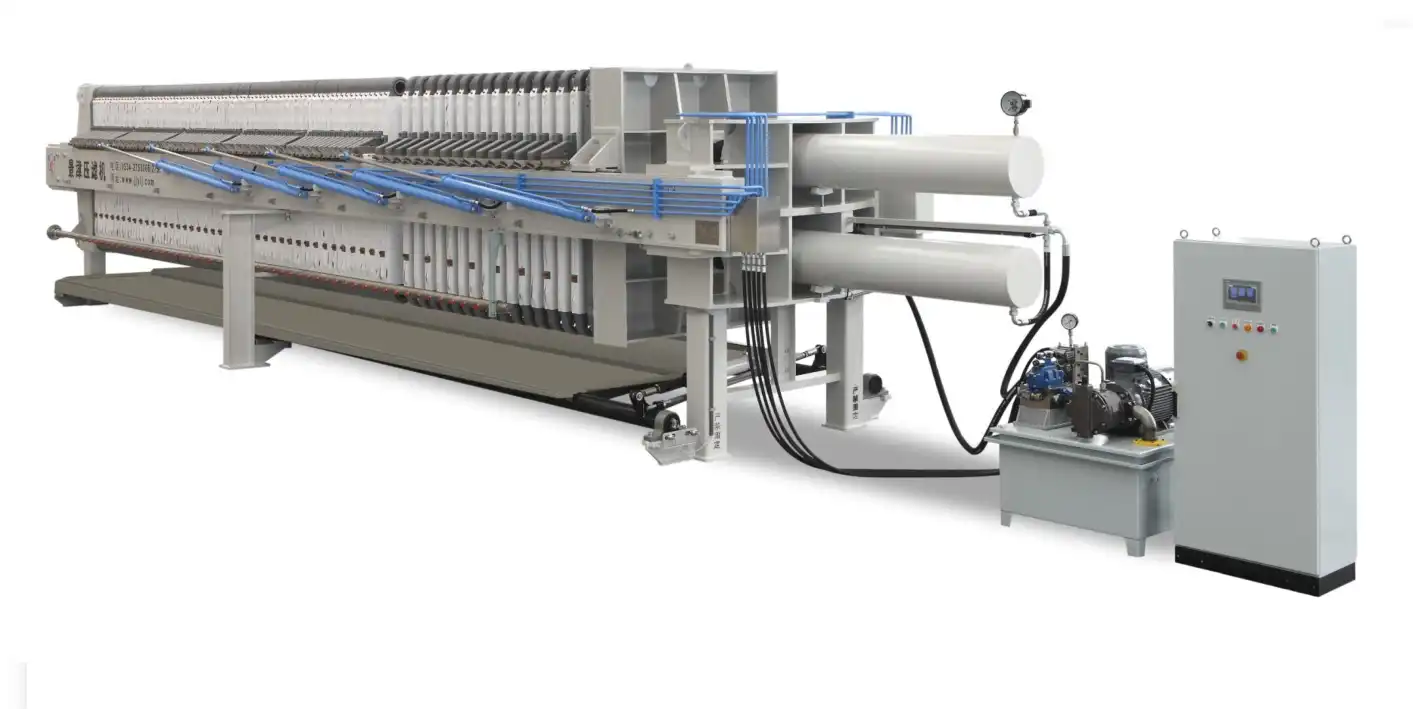
Advanced equipment that balances efficiency and cost control is essential for mineral processing filtration. The membrane plate filter press revolutionizes mining operations by drying filter cakes and speeding cycle times. Using a flexible diaphragm system to apply secondary compression after initial filtration, this solid-liquid separation technology reduces moisture content by 10-20% compared to conventional recessed chamber presses, dramatically reducing disposal costs and improving downstream processing efficiency.

Introduction
Mineral processing plants must maximize concentrate stream value while minimizing tailings disposal expenses. Traditional filtering technologies can result in damp filter cakes, high cycle durations, and ineffective washing regimens that lower product quality. The membrane plate filter press's secondary squeeze mechanism mechanically compresses filter cakes beyond pump pressure, addressing these issues.
This essay will explain membrane technology's technological, operational, and procurement advantages for contemporary mineral processing. Understanding how this equipment improves filtration can help you make smart capital investment decisions that pay off in copper concentrate dewatering, gold tailings management, and industrial mineral separation.
Understanding the Membrane Plate Filter Press in Mineral Processing
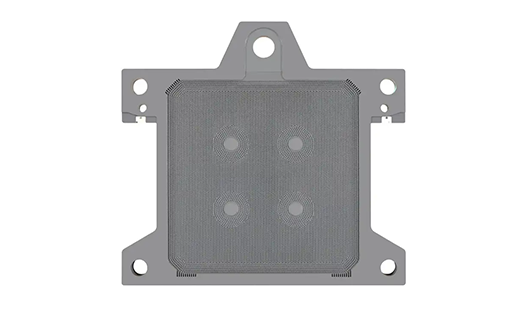
Membrane filtering systems differ from recessed chamber presses in plate construction. Each filter plate features an elastic diaphragm made of thermoplastic elastomer (TPE) or reinforced polypropylene that activates when the chambers fill with solids.
How does the Secondary Compression Mechanism work?
After the feed pump filters and chambers fill, compressed air or pressured water is introduced behind the flexible membranes. Inflation physically lowers chamber capacity, applying 6–30 bar squeezing forces on the filter cake. Mechanical force removes interstitial moisture between solid particles that pump pressure cannot, attaining cake dryness levels unreachable by traditional techniques.
This mechanism benefits copper, zinc, and gold mines. The increased compression disrupts capillary pressures, trapping moisture in the cake structure, releasing water that would otherwise need substantial heat drying or greater shipping and disposal costs.
Technical Specifications That Impact Performance
The performance of a membrane system in your application depends on several aspects. Industrial plates range from 800mm to 2500mm in diameter, with bigger plates handling more volumes every cycle. Most mining applications use membranes between 15mm and 25mm thick to withstand abrasive mineral slurries and retain compression efficiency.
Another important parameter is operating pressure. Traditional industrial versions operate at 1.6 MPa (16 bar) squeezing pressure, while high-pressure variations may dewater fine tailings or clay-rich slurries at 3.0 MPa. Most rigid frames are made of reinforced polypropylene (RPP) with EPDM, NBR, or TPE membranes to withstand process water and abrasive particles.
In heated wash water or high-temperature manufacturing, temperature tolerance is crucial. Depending on polymer composition, quality membrane systems function consistently between -10°C and 90°C, supporting seasonal fluctuations and different process needs.
Benefits of Using Membrane Plate Filter Presses in Mineral Processing
Mineral and metallurgical operations using membrane technology claim significant performance increases. These benefits reduce operational expenses and improve product quality, ROIing the technological investment.
Achieving Superior Cake Dryness and Reduced Disposal Costs
Cake wetness has the greatest immediate benefit. Membrane compression (via membrane plate filter press) decreases cake moisture from 60-70% to 40-55% for various mineral applications. This 10-20% moisture decrease appears little, but a mining operation generating 100 tonnes of filter cake daily saves 10-20 tonnes in waste weight, reducing transport and landfill expenses.
This is very useful for dry-stacking tailings. Lower moisture content increases stack stability, decreases disposal water retention, and speeds consolidation—critical in locations with limited water or severe environmental rules.
Energy Efficiency and Shortened Cycle Times
Traditional filtration's wasteful tapering phase is eliminated by membrane systems. Traditional presses use energy with decreasing returns to maintain pump pressure as the filtering rate decreases. The membrane method stops feeding when chambers are full and dewatered by static compression. In mining operations, replacing high-pressure pumping with short-duration squeezing reduces power consumption per tonne of dry solids by 20-30%.
Cycle time savings are crucial too. Instead of 30-60 minutes of lengthy pressing in conventional systems, the squeeze phase takes 5-10 minutes to dry. Accelerating daily throughput without extending equipment footprint boosts capacity from current assets.
Versatility Across Diverse Mineral Streams
Mineral processing seldom uses uniform feed. Tailings composition varies with ore body characteristics, and seasonal fluctuations alter slurry qualities. Membrane technology accounts for this fluctuation with adaptive chamber volume. Even with reduced input concentrations, membrane inflation promotes compact cake formation and minimizes soupy discharge that lowers product quality.
This versatility spans minerals. With minimal parameter tweaks, the same equipment processes copper concentrates, iron ore fines, coal tailings, and industrial minerals like kaolin and calcium carbonate. Multiple mineral stream operations enjoy a single technological platform's operational ease and capital efficiency.
Comparing Membrane Plate Filter Presses to Alternative Filtration Technologies
Understanding membrane technology and how it compares to other mineral processing filtration methods is crucial to procurement decisions.
Membrane Plates Versus Conventional Recessed Chamber Presses
Standard recessed chamber presses are proven and cost less to buy. They only dewater with feed pump pressure, limiting dryness and cycle duration. The membrane improvement increases equipment cost by 20-30% but improves performance when cake moisture affects downstream operations or disposal economics.
Lifecycle cost studies repeatedly support membrane technology for cake-drying applications. Reducing water content reduces drying energy for thermally treated goods, reagent usage in later processing steps, and waste volumes, quickly offsetting the greater initial expenditure.
Membrane Systems Versus Vacuum Filtration
Continuous operation and faster throughput for free-draining materials are ideal for vacuum drum and disc filters. However, small particles, 15-25% cake dryness, and feed condition flexibility are issues. Membrane presses can handle clay- or ultra-fine-particle-containing slurries, produce 40-55% dryness, and adjust to changing input rates.
Technology selection generally depends on batch vs. continuous operation. High-volume, uniform-feed processes choose vacuum filters for their simplicity and throughput. Despite their batch nature, membrane plate filter press systems are used for maximum dryness, varied feeds, and precious concentrations where product loss is important.
Cost-Performance Analysis for Procurement Teams
Beyond purchase price, total cost of ownership includes operational expenditures, maintenance, and production economics. Membrane systems cost $150,000 to $800,000, depending on size and automation level, 25% more than chamber presses but 40% less than continuous vacuum systems with ancillary equipment.
Lower energy use, waste volumes, and physical labor contribute to operating cost savings. Due to the 2-4-year lifespan of mining membranes and filter cloths in a membrane plate filter press, maintenance costs are low. Pre-squeeze compression improves cake washing efficiency, which boosts product purity in chemical and metallurgical processes.
Maintenance, Cleaning, and Operational Best Practices
Structured maintenance and operational discipline improve equipment dependability and durability. Membrane systems last long when maintained, but degrade quickly when neglected.
Routine Inspection and Preventive Maintenance
A regular inspection program prevents unexpected failures and extends component life. Daily visual checks should evaluate membrane inflation uniformity, hydraulic pressure consistency, and cake discharge issues suggesting cloth blinding. Weekly inspections evaluate membrane surfaces for rips, tears, or delamination that impair sealing or enable cake penetration.
Monthly maintenance includes pressure gauge accuracy, pneumatic and hydraulic connection leak checks, and filter cloth tension and alignment. Quarterly inspections include membrane examination, thickness measurement at several sites to determine wear patterns, and plate sealing surface inspection for defects that might cause chamber leakage.
Condition-monitored component replacement reduces downtime compared to reactive maintenance. Operating pressure, slurry abrasiveness, and squeezing frequency determine membrane replacement every 2-4 years. Blinding or mechanical damage requires filter cloth replacement after 6-18 months in mining.
Cleaning Protocols for Mineral Processing Environments
Clays, hydroxides, and oxidized chemicals in mineral slurries blind the filter medium and reduce membrane performance by depositing scale. Effective cleaning maintains filtering rates and prevents mineral stream contamination.
The daily water washing during shift changes eliminates cake residue and avoids hardened deposits. Weekly chemical cleanings with weak acids for carbonate or hydroxide scales or caustic solutions for organic foulants restore medium permeability. Copper processing may require different cleaning chemistry than iron ore or coal processing.
Automated cleaning methods save time and enhance uniformity. Programmable wash sequences offer better coverage, reagent efficiency, and less downtime than manual cleaning. Automation that allows cleaning during production gaps benefits multi-shift operations.
Procurement Guide: Choosing and Buying Membrane Plate Filter Presses
Match technical parameters to operational needs and ensure supplier capabilities for long-term success when choosing equipment.
Evaluating Capacity Requirements and Slurry Characteristics
Start by calculating your dry solids per hour throughput demands, factoring in potential production growth. Solid concentration, particle size distribution, and settling affect the filtering rate and chamber volume. Laboratory filter leaf testing with representative samples offers precise equipment sizing data.
Another important need is cake dryness. Applications where final moisture content significantly influences disposal costs or product value warrant greater squeezing pressures and longer cycle periods for maximal dewatering, such as with a membrane plate filter press. In downstream thermal drying operations, throughput may be prioritized above dryness.
Selecting Suppliers With Comprehensive Support Capabilities
The supplier relationship goes beyond equipment delivery. Mineral processing requires after-sales assistance, including installation supervision, operator training, and spare parts availability. Assessing supplier production capability enables timely delivery without compromising quality.
Technical help is crucial. Application engineers with mineral processing knowledge can optimize filter settings, remotely diagnose performance issues, and offer process enhancements based on operational data. As you optimize methods for your mineral streams during commissioning and the first year of operation, this experience is invaluable.
Warranty and spare parts logistics demand consideration. Standard warranties cover manufacturing problems for 12-18 months; however, membrane and cloth consumables are commonly excluded. Local spare parts inventory or fast overseas shipment saves downtime waiting for new parts.
Understanding Price Drivers and Delivery Timelines
Plate size, automation level, building material, and supplier market location affect equipment cost. Larger presses with automated controls and corrosion-resistant materials cost more but function better and cost less. Budget-constrained enterprises may choose manual systems with automation upgrades as production volumes increase.
Manufacturer order backlog and customization needs affect lead times from 12 to 24 weeks. Engineered systems with specific materials or wash water recovery ship slower than standard designs. Plan procurement early in project development to prevent production delays and facilitate installation and commissioning.
Conclusion
The membrane compression technique improves cake dryness, cycle time, and operational efficiency in mineral processing filtration. The secondary squeeze mechanism produces drier cakes that minimize disposal costs and enhance downstream processing economics by overcoming typical filtration limits. The membrane plate filter press system has proven dependable in difficult conditions in copper, gold, iron ore, coal, and industrial mineral mining.
Consider immediate performance needs and long-term operating economics while assessing mineral processing filtration equipment. Membrane technology's larger initial investment usually pays off in energy savings, waste volume reduction, and infrastructure throughput.
FAQ
1. What distinguishes a membrane plate filter press from conventional chamber presses?
The major distinction is secondary compression. After initial filtering, compressed air or pressured water inflates flexible membranes in each plate, compressing the filter cake to remove moisture that pump pressure cannot. This creates 10-20% drier cakes than ordinary presses.
2. Which mineral processing applications benefit most from membrane technology?
Maximum cake dryness is most valuable in tailings dewatering for dry stacking, precious metal concentrate processing, where moisture influences downstream metallurgical recovery, and disposal costs that closely correlate with cake weight. Compression also benefits fine particle slurries and clay-containing materials that resist dewatering.
3. How frequently do membranes require replacement in mining applications?
Operating pressure, slurry abrasiveness, squeezing frequency, and maintenance quality determine membrane longevity, which is 2–4 years. Controlling inflation and not overpressurizing enhances service life. In abrasive mineral processing, filter cloths wear out quickly, replacing them every 6–18 months.
Partner With Jingjin for Advanced Mineral Processing Filtration Solutions
Filtration equipment for mineral processing must work consistently under difficult circumstances while lowering lifetime costs. Since 1988, Jingjin Equipment Inc. has designed and built high-performance membrane plate filter press systems for mining operations in 123 countries. Our over 136-patented technology solves mineral processing tailings dewatering, concentrate filtering, and process water recovery problems.
As an experienced manufacturer, we offer equipment design, filter cloth selection, installation support, and operator training. Our engineers work with your process engineers to optimize system specs for your mineral and production needs. We manufacture dependable equipment on time for small-scale operations to big integrated mineral processing complexes.
Talk to our technical experts at [email protected] about your mineral processing filtration needs, get application-specific advice, and get thorough quotes. After-sales assistance includes spare parts, maintenance training, and performance tuning to improve machine dependability and filtering efficiency.
References
1. Wakeman, R.J. & Tarleton, E.S. (2005). Solid/Liquid Separation: Principles of Industrial Filtration. Elsevier Advanced Technology, Oxford.
2. Svarovsky, L. (2000). Solid-Liquid Separation (4th Edition). Butterworth-Heinemann, London.
3. Silverblatt, C.E. & Dahlstrom, D.A. (1987). Recent Advances in Pressure Filtration Technology for Mineral Processing Applications. Mining Engineering, Vol. 39, pp. 823-828.
4. Rushton, A., Ward, A.S. & Holdich, R.G. (1996). Solid-Liquid Filtration and Separation Technology. VCH Publishers, Weinheim.
5. Tiller, F.M. & Yeh, C.S. (1987). The Role of Porosity in Filtration: Part XI Expression from Compressible Filter Cakes. AIChE Journal, Vol. 33(8), pp. 1241-1256.
6. Sutherland, K. (2008). Filters and Filtration Handbook (5th Edition). Elsevier, Oxford.
jingjin
Founded in 1988, Jingjin specializes in filter presses and liquid-solid separation solutions, serving over 130 countries worldwide, and is a standard-setter in China's filter press industry.
Get the Filter Press guide
Enter Your Email for Technical assistance for the Filter Press.




Recommended Blog

Durable Filter Press Machines for Food Processing: Features and Benefits


How Jingjin Filter Press Enhances Wastewater Treatment and Sludge Dewatering

China Multi Disk Screw Press Buying Guide for International Buyers

Energy-Saving Multi Disk Screw Press Solutions for Industrial Use